

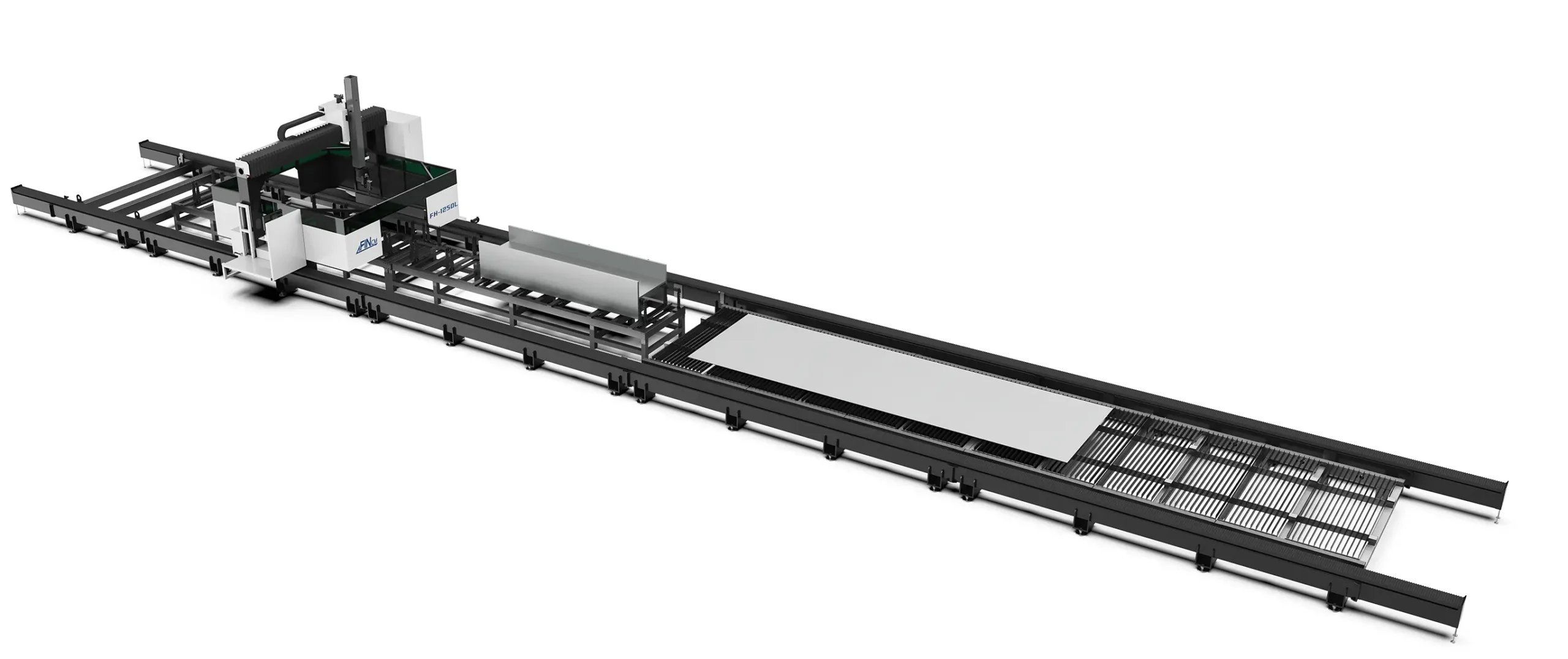

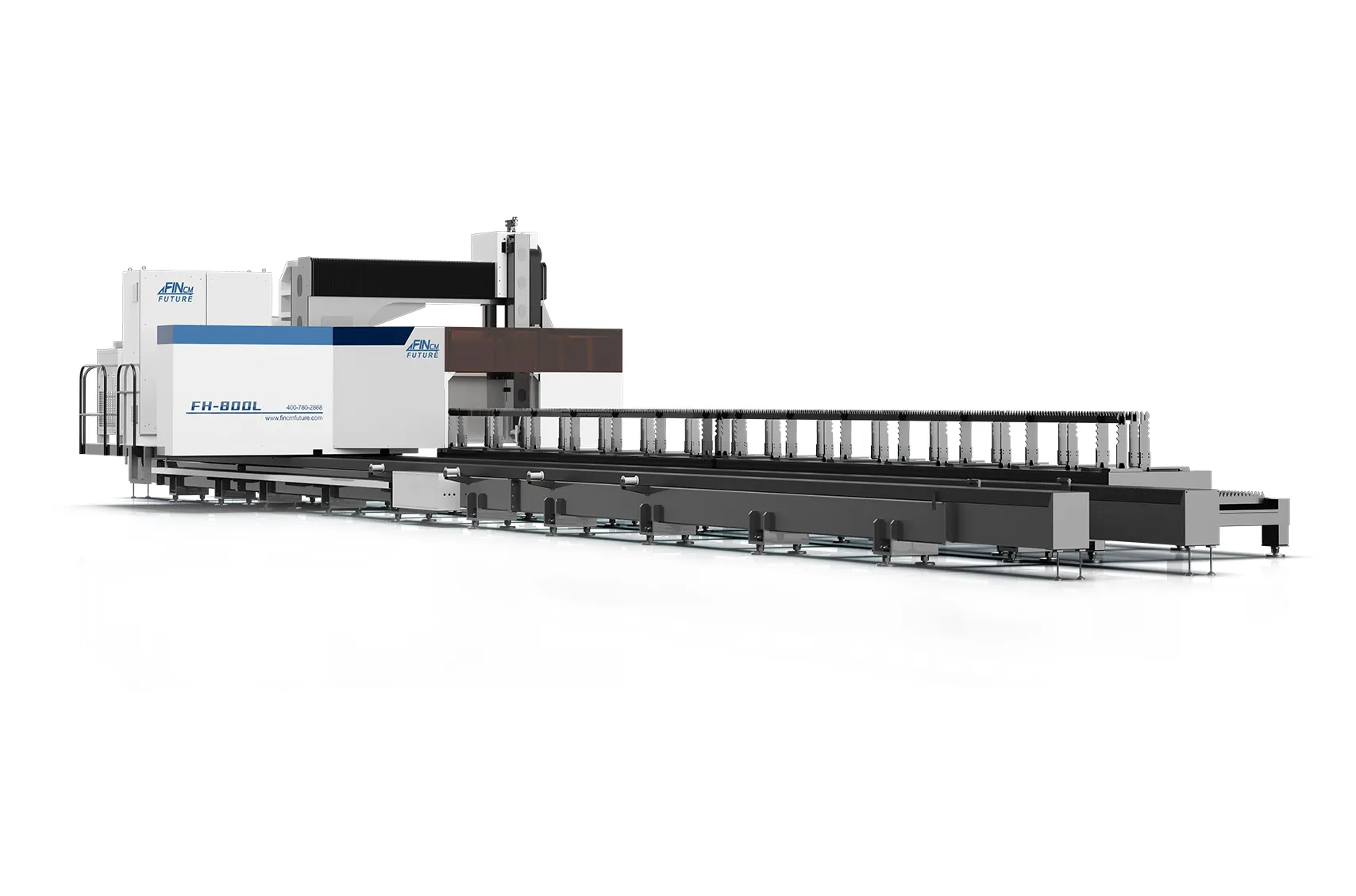

















Corps de machine en treillis
- Le X, Y, et Z se déplacent le long de la structure en treillis, l'axe Y étant entraîné par deux moteurs et les axes X et Z par des moteurs à couple élevé et à forte inertie. Cette configuration garantit la précision de la transmission et une grande efficacité de traitement.
- Le cadre soudé subit un traitement de recuit suivi d'un usinage de précision pour garantir la précision et la stabilité à long terme.

Mandrin de serrage automatique adaptatif
- Le dispositif d'alimentation est équipé d'un mandrin de serrage automatique qui, une fois la poutre en H en position, ajuste automatiquement sa hauteur en fonction des différentes spécifications de la poutre afin de fixer fermement le matériau. Le dispositif d'alimentation est équipé d'un mandrin de serrage automatique. convoyeur transversal transfère la poutre en H vers le convoyeur longitudinalLes pièces sont placées dans le bac de réception, où le dispositif d'alimentation les serre fermement, ce qui garantit un mouvement de haute précision le long de la trajectoire longitudinale.

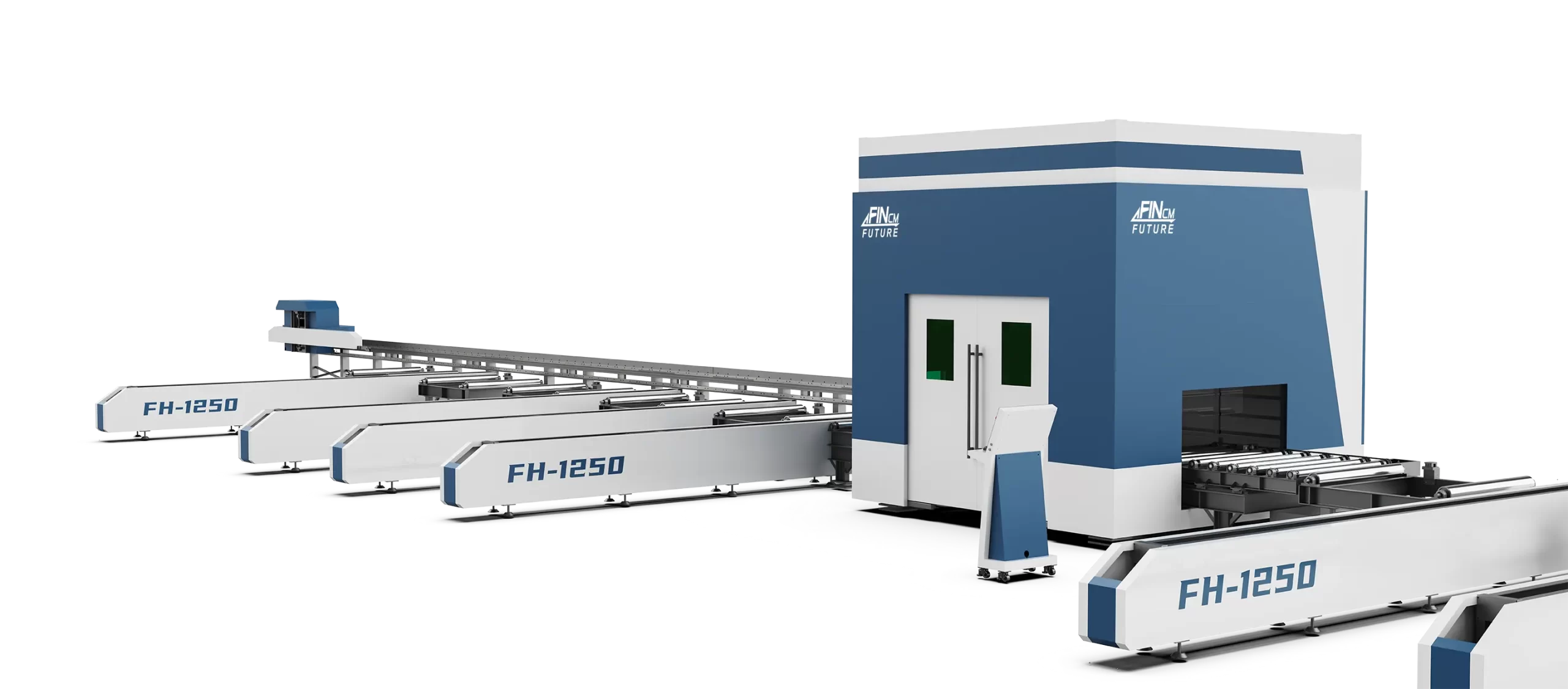
Canal télescopique variable
- L'unité de découpe de l'acier profilé est équipée de convoyeurs télescopiques de part et d'autre.
- La longueur minimale de la sortie automatique est de 500 mmce qui réduit les déchets de matériaux.

Système professionnel intelligent
Le système de coupe intelligent est équipé de RTCP et un logiciel professionnel d'imbrication de poutre en H, compatible avec Tekla, SW, CADet d'autres formats de fichiers 3D. Il est également accompagné d'une base de données complète sur les procédés de fabrication des poutres en H, qui couvre les aspects suivants Coins R, biseaux, brides, âmeset d'autres exigences en matière de traitement.







